
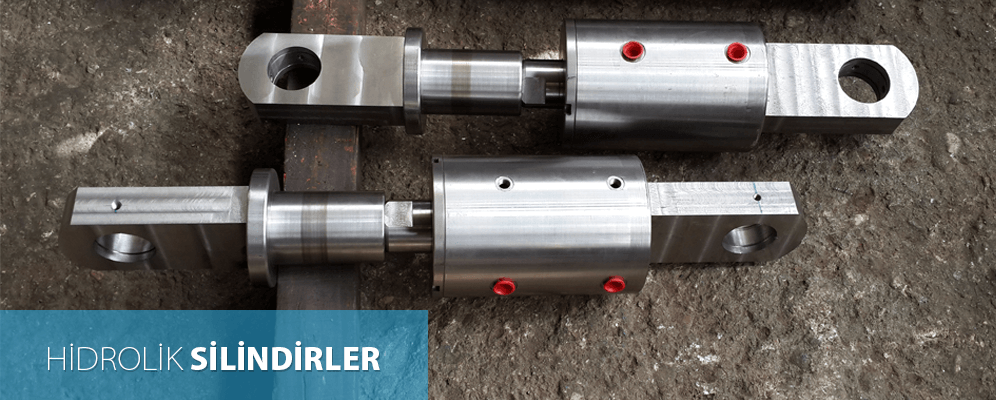

Hidrolik Silindirlerde Doğrusallık
Hidrolik silindirler birden fazla parçanın bir araya gelmesiyle oluşan komplike ekipmanlardır. Çalışma şartları incelendiğinde ileri – geri hareketi yapan parçalar tek bağlantı ekseninde çalışmaktadır. Bu nedenle silindiri oluşturan tüm parçalar aynı eksen üzerinde konumlandırılmalıdır.
Aksi taktirde;
· Eksen farklılıkları silindirin yaslanarak çalışması demektir ki, buda keçelerin hızla aşınmasına
neden olur.
· Farklı eksen istenmeyen yükleri de silindir elemanlarına taşıtmak anlamına gelir, sonuç olarak
silindir elemanlarının ömrü kısalır.
· Silindir şayet güçlü şase bağlantısından güçlü ise makinenin şasesini zorlar ve şasede
deformasyona sebep olabilir.
· Sistem çabuk ısınır.
· Elektrik motoru ve pompa zorlanır.
· Sonuç olarak gereksiz güç kayıpları oluşur ve verim düşer.
Şimdi silindiri oluşturan parçaların işlem metotlarını ve dikkat edilecek detayları kısaca inceleyelim.
3.1. KOVAN

Kovan imalatlarında daima referans kovan iç çapıdır. İmalat esnasında kovana yapılacak tüm işlemler
iç çap referans alınarak gerçekleştirilir. Ayrıca yağ giriş rakoru şayet kaynaklıysa bu proses tornalama
işlemi öncesi yapılmalıdır. Resme dikkatlice bakıldığında kovan çapından 1 mm büyük 101 ölçüsü
mevcuttur. Bu bölge ön kapağın oturma bölgesi olup, şayet kaynak sonrası oval ik öngörülen sınırları
geçmiş ise yine kovanın iç çapı referans alınarak diş çekimi ile birlikte bir seferde işlenmelidir.
Çap 101 ölçüsünün işlenmesinde dikkat edilecek diğer nokta ise yüzey kalitesidir. Komple resme
bakıldığında sızdırmazlık elemanlarından o-rıng diye tanımlanmış eleman bu bölgede
yataklandırılmaktadır.
Yüzey kalitesi ve dairesel ik bu sızdırmazlık elemanının sağlıklı olarak çalışmasını engellemektedir.
Resim üzerinde çap 100 ölçüsüne bakıldığında yüzey kalitesinin rt<=0.3 my mertebesinde istendiği
görülmektedir. Bu yüzey piston keçesinin ve yataklama elemanlarının çalıştığı yüzeydir. Yüzey
kalitesi bozuk ise keçe ömrünü azaltarak silindirin iç kaçak yapmasına neden olabilir. Piyasada bu
borular honlanmış veya honlamaya hazır olarak temin edilebilir.
3.2. ROT (MİL)

Silindir rodlarında çalışan yüzey ile piston, yastıklama elemanları gerekli eş merkezlilik toleranslarını
karşılamalıdır. Resimde 20 derece olarak gösterilen pah montaj aşamasında sızdırmazlık
elemanlarının hasar görmeden geçmesini sağlar. Şayet rod hazır kaplı milden imal ediliyorsa, işleme
sırasında dış yüzeyi muhakkak korunmalıdır. Rot yatakta iken yatakla rod arasına talaş girmesi
önlenmeli ve yatağın dönme esnasında iz yapmaması için aparat kul anılmalıdır.
3.3. ÖN KAPAK (KEP)
|
Kovana konstrüksiyon prensiplerine göre çeşitli Ön kapaklar sızdırmazlık elemanlarına da yataklık Hidrolik silindir yataklama elemanları ön kapaklara |
 |
3.4. PİSTON
|
Ön kapak gibi sızdırmazlık elemanlarını |
 |
3.5. ARKA KAPAK
|
Silindire kapaklık yapan eleman olup, silindir
|
 |
3.6.ROT BAŞI VE KOVAN BAŞI
|
Konstrüksiyona göre yüzlerce bağlantı |
 |
